Mục đích của vật liệu phủ
Việc phủ lớp bảo vệ lên bề mặt ngoài của ống thép là rất quan trọng để ngăn ngừa gỉ sét. Gỉ sét trên bề mặt ống thép có thể ảnh hưởng đáng kể đến chức năng, chất lượng và vẻ ngoài của chúng. Do đó, quá trình phủ lớp bảo vệ có tác động lớn đến chất lượng tổng thể của sản phẩm ống thép.
-
Yêu cầu đối với vật liệu phủ
Theo tiêu chuẩn của Viện Dầu khí Hoa Kỳ (API), ống thép phải có khả năng chống ăn mòn trong ít nhất ba tháng. Tuy nhiên, nhu cầu về khả năng chống gỉ lâu hơn đang tăng lên, với nhiều người dùng yêu cầu khả năng chống ăn mòn từ 3 đến 6 tháng trong điều kiện bảo quản ngoài trời. Bên cạnh yêu cầu về độ bền, người dùng còn mong muốn lớp phủ duy trì bề mặt nhẵn mịn, phân bố đều các chất chống ăn mòn mà không có chỗ bị bỏ sót hoặc nhỏ giọt có thể ảnh hưởng đến chất lượng thẩm mỹ.

-
Các loại vật liệu phủ và ưu nhược điểm của chúng
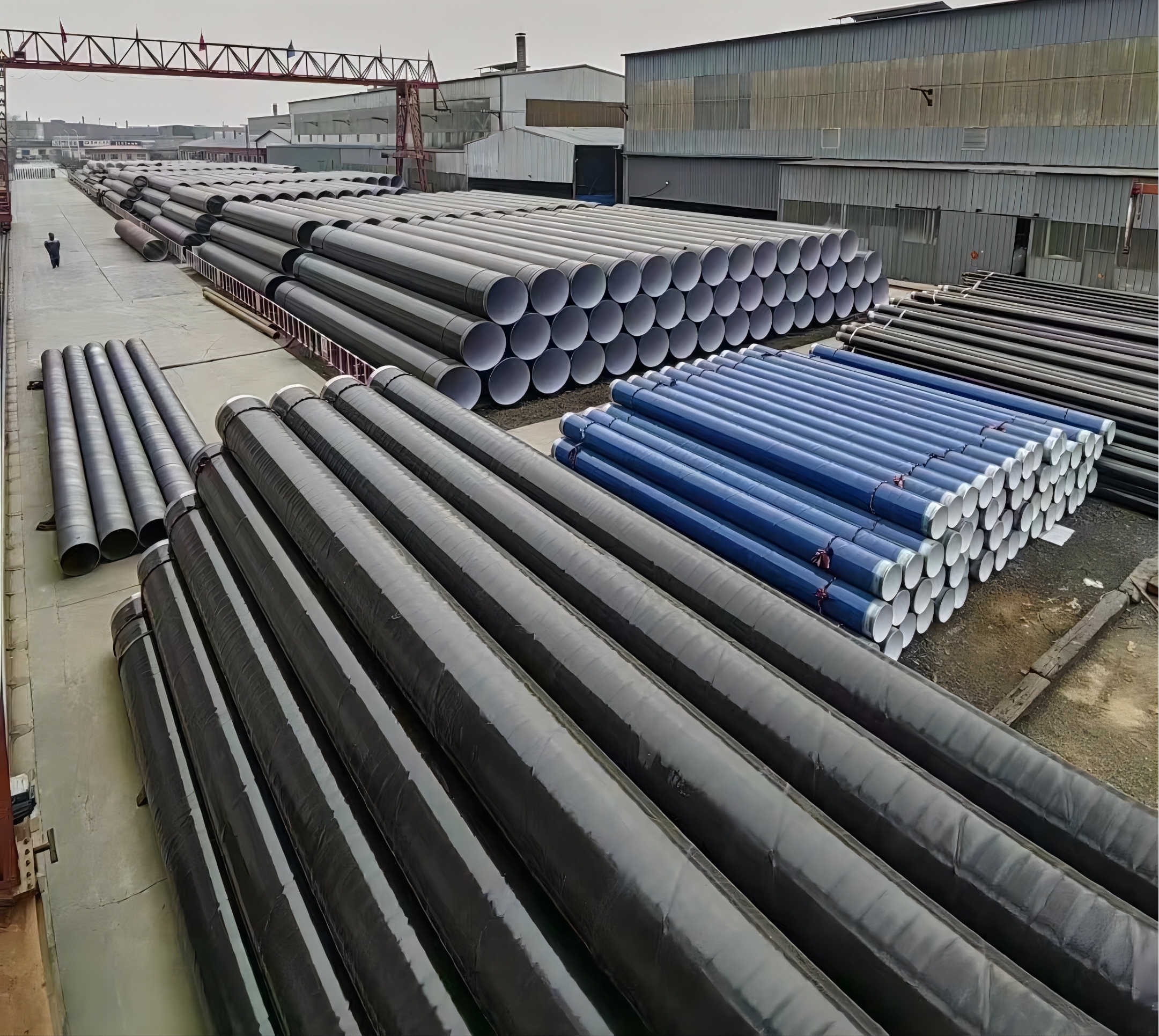
Trong các mạng lưới đường ống ngầm đô thị,ống thépỐng dẫn ngày càng được sử dụng rộng rãi để vận chuyển khí đốt, dầu mỏ, nước và nhiều thứ khác. Lớp phủ cho các loại ống này đã phát triển từ vật liệu nhựa đường truyền thống sang nhựa polyetylen và nhựa epoxy. Việc sử dụng lớp phủ nhựa polyetylen bắt đầu từ những năm 1980, và với nhiều ứng dụng khác nhau, các thành phần và quy trình phủ đã được cải tiến dần dần.
3.1 Lớp phủ nhựa đường dầu mỏ
Lớp phủ nhựa đường dầu mỏ, một lớp chống ăn mòn truyền thống, bao gồm các lớp nhựa đường dầu mỏ được gia cường bằng vải sợi thủy tinh và một lớp màng bảo vệ polyvinyl clorua bên ngoài. Nó mang lại khả năng chống thấm nước tuyệt vời, độ bám dính tốt trên nhiều bề mặt và hiệu quả về chi phí. Tuy nhiên, nó có những nhược điểm như dễ bị ảnh hưởng bởi sự thay đổi nhiệt độ, trở nên giòn ở nhiệt độ thấp và dễ bị lão hóa và nứt nẻ, đặc biệt là trong điều kiện đất đá, đòi hỏi các biện pháp bảo vệ bổ sung và chi phí tăng cao.
3.2 Lớp phủ Epoxy nhựa than đá
Sơn epoxy gốc than đá, được làm từ nhựa epoxy và nhựa đường than đá, có khả năng chống nước và hóa chất, chống ăn mòn, độ bám dính tốt, độ bền cơ học và tính chất cách điện tuyệt vời. Tuy nhiên, nó cần thời gian đóng rắn lâu hơn sau khi thi công, khiến nó dễ bị ảnh hưởng bởi điều kiện thời tiết trong thời gian này. Hơn nữa, các thành phần khác nhau được sử dụng trong hệ thống sơn phủ này cần kho chứa chuyên dụng, làm tăng chi phí.
3.3 Lớp phủ bột Epoxy
Lớp phủ bột epoxy, được giới thiệu vào những năm 1960, bao gồm việc phun bột bằng tĩnh điện lên bề mặt ống đã được xử lý và làm nóng trước, tạo thành một lớp chống ăn mòn dày đặc. Ưu điểm của nó bao gồm phạm vi nhiệt độ rộng (-60°C đến 100°C), độ bám dính cao, khả năng chống bong tróc catốt, va đập, độ dẻo và hư hại mối hàn tốt. Tuy nhiên, lớp màng mỏng hơn khiến nó dễ bị hư hại và đòi hỏi các kỹ thuật và thiết bị sản xuất phức tạp, gây ra những thách thức trong ứng dụng thực tế. Mặc dù vượt trội ở nhiều khía cạnh, nhưng so với polyethylene, nó vẫn thua kém về khả năng chịu nhiệt và bảo vệ chống ăn mòn tổng thể.
3.4 Lớp phủ chống ăn mòn Polyethylene
Polyethylene có khả năng chống va đập tuyệt vời và độ cứng cao cùng với phạm vi nhiệt độ hoạt động rộng. Nó được sử dụng rộng rãi ở các vùng lạnh như Nga và Tây Âu cho đường ống dẫn do tính linh hoạt và khả năng chống va đập vượt trội, đặc biệt là ở nhiệt độ thấp. Tuy nhiên, vẫn còn những thách thức trong việc ứng dụng nó trên các đường ống có đường kính lớn, nơi có thể xảy ra hiện tượng nứt do ứng suất và sự xâm nhập của nước có thể dẫn đến ăn mòn bên dưới lớp phủ, đòi hỏi phải nghiên cứu và cải tiến thêm về vật liệu và kỹ thuật ứng dụng.
3.5 Lớp phủ chống ăn mòn dày
Các lớp phủ chống ăn mòn dày mang lại khả năng chống ăn mòn vượt trội so với các lớp phủ tiêu chuẩn. Chúng thể hiện hiệu quả lâu dài ngay cả trong điều kiện khắc nghiệt, với tuổi thọ vượt quá 10 đến 15 năm trong môi trường hóa chất, biển và dung môi, và hơn 5 năm trong điều kiện axit, kiềm hoặc muối. Các lớp phủ này thường có độ dày màng khô từ 200μm đến 2000μm, đảm bảo khả năng bảo vệ và độ bền vượt trội. Chúng được sử dụng rộng rãi trong các công trình biển, thiết bị hóa chất, bể chứa và đường ống.
-
Các vấn đề thường gặp với vật liệu phủ
Các vấn đề thường gặp với lớp phủ bao gồm thi công không đều, rò rỉ chất chống ăn mòn và hình thành bọt khí.
(1) Lớp phủ không đồng đều: Sự phân bố không đồng đều của các chất chống ăn mòn trên bề mặt ống dẫn đến các khu vực có độ dày lớp phủ quá mức, gây lãng phí, trong khi các khu vực mỏng hoặc không được phủ làm giảm khả năng chống ăn mòn của ống.
(2) Sự nhỏ giọt của chất chống ăn mòn: Hiện tượng này, trong đó chất chống ăn mòn đông đặc lại giống như những giọt nước trên bề mặt ống, ảnh hưởng đến tính thẩm mỹ nhưng không ảnh hưởng trực tiếp đến khả năng chống ăn mòn.
(3) Sự hình thành bọt khí: Không khí bị mắc kẹt bên trong chất chống ăn mòn trong quá trình thi công tạo ra bọt khí trên bề mặt ống, ảnh hưởng đến cả vẻ ngoài và hiệu quả của lớp phủ.
-
Phân tích các vấn đề về chất lượng lớp phủ
Mọi vấn đề đều phát sinh từ nhiều nguyên nhân, do nhiều yếu tố gây ra; và một bó ống thép có vấn đề về chất lượng cũng có thể là sự kết hợp của nhiều yếu tố. Nguyên nhân của lớp phủ không đều có thể được chia thành hai loại chính: thứ nhất là hiện tượng không đều do phun sau khi ống thép đã vào hộp phủ; thứ hai là hiện tượng không đều do không phun.
Nguyên nhân của hiện tượng đầu tiên rất dễ nhận thấy, khi thiết bị phủ đưa ống thép vào hộp phủ, sẽ có tổng cộng 6 súng phun (dây chuyền vỏ có 12 súng) để phun. Nếu lưu lượng phun ra từ mỗi súng khác nhau, thì sẽ dẫn đến sự phân bố không đồng đều chất chống ăn mòn trên các bề mặt khác nhau của ống thép.
Lý do thứ hai là ngoài yếu tố phun sơn, còn có những nguyên nhân khác gây ra hiện tượng lớp phủ không đều. Có nhiều yếu tố như gỉ sét, độ nhám của ống thép khiến lớp phủ khó phân bố đều; bề mặt ống thép còn sót lại cặn sơn do áp suất nước khi phun, lúc này lớp phủ tiếp xúc với sơn khiến chất bảo quản khó bám vào bề mặt ống thép, dẫn đến một số phần ống thép không được phủ sơn, kết quả là lớp phủ toàn bộ ống thép không đồng đều.
(1) Nguyên nhân gây ra hiện tượng giọt treo chất chống ăn mòn. Mặt cắt ngang của ống thép là hình tròn, mỗi khi chất chống ăn mòn được phun lên bề mặt ống thép, chất chống ăn mòn ở phần trên và mép sẽ chảy xuống phần dưới do trọng lực, tạo thành hiện tượng giọt treo. Điều tốt là trong dây chuyền sản xuất lớp phủ của nhà máy ống thép có thiết bị lò nung, có thể làm nóng và làm đông cứng chất chống ăn mòn được phun lên bề mặt ống thép kịp thời và giảm độ lưu động của chất chống ăn mòn. Tuy nhiên, nếu độ nhớt của chất chống ăn mòn không cao; không được làm nóng kịp thời sau khi phun; hoặc nhiệt độ làm nóng không cao; vòi phun không hoạt động tốt, v.v. sẽ dẫn đến hiện tượng giọt treo chất chống ăn mòn.
(2) Nguyên nhân gây ra hiện tượng sủi bọt chống ăn mòn. Do môi trường không khí ẩm tại nơi làm việc, sự phân tán sơn quá mức, nhiệt độ giảm trong quá trình phân tán sẽ gây ra hiện tượng sủi bọt chất bảo quản. Môi trường không khí ẩm, điều kiện nhiệt độ thấp hơn, chất bảo quản được phun ra sẽ phân tán thành các giọt nhỏ li ti, dẫn đến nhiệt độ giảm. Nước trong không khí có độ ẩm cao hơn sau khi nhiệt độ giảm sẽ ngưng tụ tạo thành các giọt nước nhỏ lẫn với chất bảo quản, và cuối cùng xâm nhập vào bên trong lớp phủ, dẫn đến hiện tượng phồng rộp lớp phủ.
Thời gian đăng bài: 15/12/2023